Modern Cad systems can be problematic for rubber liners….
1 Cad people may not take into account the rubber gasket on the face.
Normally when an engineer lays out the piping system they choose many different ways for the software to dimension the Isometric.
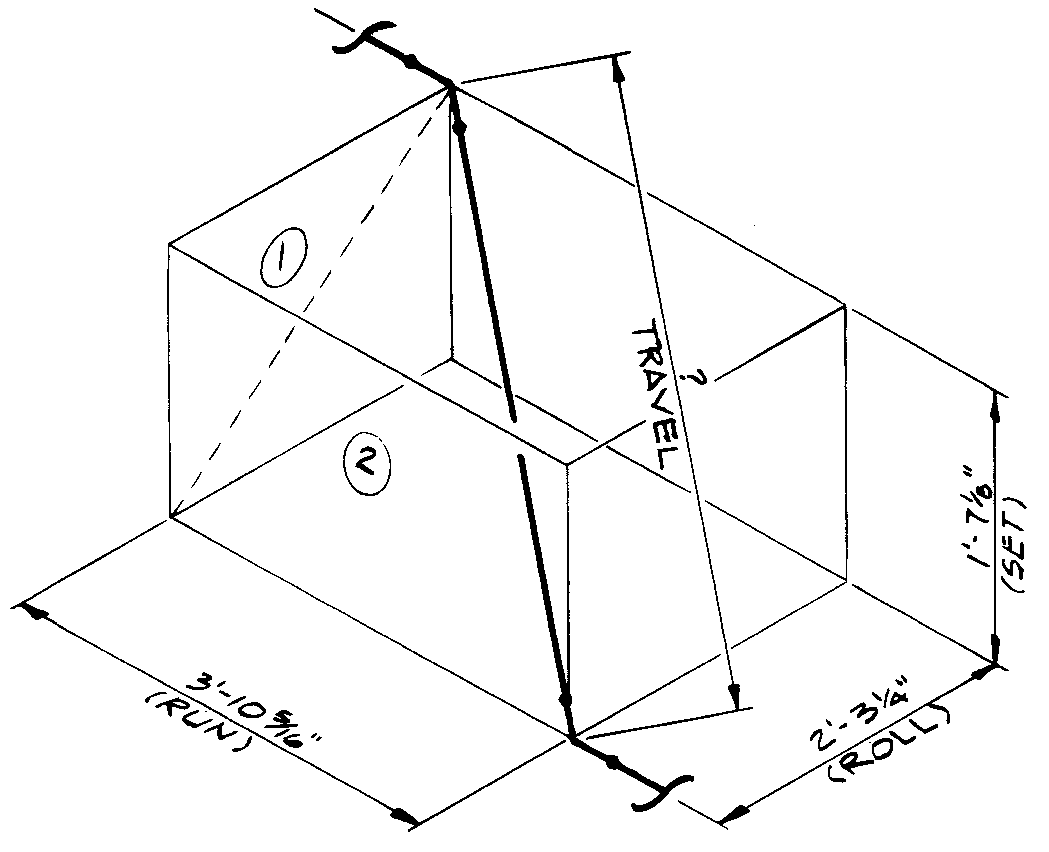
Long run dimensioning – Dimensioning from intersection to intersection, this is ok if you let the fabricator interpret the spool lengths. Generally the pipe lengths get indicated but the rubber lined face gaskets are not taken into account, groove type gaps or the fitting dimension are incorrectly setup. The other common mistake to this style of dimensioning is that the travel exceeds the physical manufacturing limitation of the spools in between.
Spool dimensioning -Dimensioning to the center of all the joints- This is by far the best method if the model is setup correctly. Grooves should be modeled not just specified, as the tolerance of this should be taken into account (1/8″ rubber on the face of the groove as well). The biggest challenge becomes when people use stock grooved libraries for non rubber lined product for a rubber lining system. The addition of the face rubber increases the fitting dimensions.
2 Descriptive modelling
As most modern advanced Cad systems such as Bentley, Aviva, Integraph or Microstation are very ridged and are provided with a standard parts library. For example many rubber lined systems end up being a coupled system. When using auto routing for piping, rules are set for spool lengths and gaps. A common cheat is to describe the piping as piping with grooves and to download the spool separations to the manufacturing. The result is that most spools in this case will have to be redrawn by the manufacturer as opposed to processed using Spoolgen for example. The redrawn spools may not always conform to the design dimensions making drawing checking and receiving of final product very difficult.
3 Libraries built for a steel only system.
All cad systems in the market are built to accommodate steel fabricated systems. So there are always compromises when it comes to descriptions and dimensions. As a rubber lining supplier it is very cost prohibitive to create libraries for all the engineering systems. Currently some coupling system companies have up to 23 different software catalogues built so that engineers can use their products.
4 Specifications do not always contain the compounds or thicknesses.
When processing Isometrics a specification a line class is usually provided. Some time these are very well laid out for rubber. Other times it is a combination of pipe sizes, service and line class that will determine the lining. The lining information is often not contained on the Isometric itself. Depending on your cad team this can be a difficult item to interpret from the information provided.
Conclusion
The sooner you can get involved in a project the better. Working with the engineering firms, understanding their challenges and concerns will help you find common grounds. Working with both the EPCM and end users will reduce processing errors, reduce the overall project lead times and cost.


