Suggested Methods and Guidelines for Torquing and Bolting Flange Joints
1) Bring mating flanges into contact and install bolts, Torquing nuts “finger tight”.
2) Align pipe and adjust bolts to produce a uniform gap between the flange faces.
3) Torque two opposing bolts to 1/2 the full torque suggested for the pipe size being
4) Repeat step 3 for the bolts nearest 90° to the first bolts torqued.
5) Continue Torquing opposite pairs of bolts until all bolts have been tightened.
6) Repeat steps 3 through 5 until all opposite pairs have been torqued to the full value
suggested for the pipe installed.
Pipe Size (Inches) Bolt Size Bolts Half Torque (Ft-Lbs) Full Torque (Ft – Lbs)
2 5/8 4 6 12
3 5/8 4 8 16
4 5/8 8 6 12
6 3/4 8 9 18
8 3/4 8 12 24
10 7/8 12 13 26
12 7/8 12 18 36
14 1 12 25 50
16 1 16 23 46
18 1 1/8 16 25 50
20 1 1/8 20 23 46
24 1 1/4 20 34 68
30 1 1/4 28 32 64
36 1 1/2 32 44 88
42 1 1/2 36 50 100
48 1 1/2 44 49 98
60 1 3/4 52 69 138
Practical Method Used to Prevent Over Torquing Gasket and/or Face Lining Rubber
A.Mechanical steel ring stop or non-compressible gasket properly chosen to limit
compression to 25% on the rubber lined flange joint.
• When soft rubber lined flange face is used as gasket, the rubber lining
should be brought up to 1/32″ of bolt hole.
- The use of a full-face, fully cured gasket, somewhat softer than the rubber on the
flange face. This gasket takes the bulk of the compressive distortion, minimizing
problems to the flange lining. This method is mandatory when hard rubber is used
in lining pipe.
Over-Compression of Rubber Lining on Flange Surface
• Rubber in compression by over-stressing it beyond the elastic limits will
• A mechanic in an attempt to obtain leak free performance will excessively
over-tighten the bolts to prevent their loosening.
• Under dynamic loading, the over-compressed rubber fails by tearing and
cracking at outer edges of flange.
Problems That May Invalidate the Use of Specific Torque Numbers
In general, it is not a good idea to specify bolt torque for tightening rubber gaskets
on flanges. Torque can vary over a 2 to 1 ratio. Some reasons are:
• Improper procedures used for torquing bolts.
• Flange may not be true so as to prevent misalignment of one end. Bending
stresses are high when bolting up to pull the flange back in line.
• When flaring out the throat lining over the full face of flange, there may
be excessive stretching and thinning of the rubber. This will not allow
positive or even compression on the rubber when attempting to seal.
• High low spots on flange and condition of bolts.
• Rubber surfaces on flanges are normally coated with various lubricants,
etc. This alone can neutralize all the efforts spent upon specifying torque
• It is better to use a more practical method of using non-compressible
gaskets, etc.
RUBBER LINED FLANGE ASSEMBLY PROCEDURES
Care shall be taken to ensure that the rubber lined flange is not damaged by being cut or crushed during assembly. The rubber lining on a flange must not compress more than 1/3 of its thickness or the lining could tear away from the metal surface, causing a leak. Listed below are recommendations and procedures for gasketing and bolt tightening rubber-lined pipe, flanges, and equipment.
Use of a gasket is preferred in order to prevent damage to the rubber lined flange face if future removal of the pipe becomes necessary. The gasket thickness should be equal to or slightly less than the rubber lining, but not less than 1/8 inches (3.2 mm) and is also advantageous to protect the original lining on the flange face if the connection is ever dismantled. The gasket hardness should be equal to or slightly less than the hardness of the rubber lining, but not greater than 60 (Shore A). Generally Neoprene, Butyl, or EPDM makes a good gasket material. However, the gasket material should be selected based on the service conditions. The gasket Durometer should be in the 60 Shore A Durometer range. Technically a new gasket should be used after disassembly because the gasket takes a compression set and it is virtually impossible to replace it in the same position. The surface of the lining in contact with the gasket should be treated with a release such as never seize or water base silicone solution, which will allow disassembly without causing damage to the lining.
1) To provide gasket release, we recommend a release agent be sprayed or painted
on the pipe of flange joints. They are various commercial agents on the market.
One we find to function well is Never Seez.
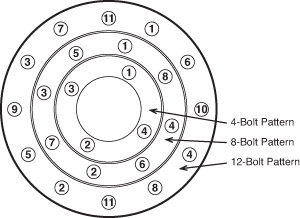
2) Use a star pattern to tighten. All bolts should be initially tightened until they are
3) Then each bolt should be torqued down to 15 ft-lbs. using standard cross pattern
4) Recheck the torque after 4 to 6 hours to ensure that there is a uniform positive
pressure on the assembly.
5) After 24 hours, bolts should be checked to ensure that 15 ft-lbs is maintained.
6) After the line or equipment is put in service, someone should check to ensure that
there are no leaks. If a leak is observed, the bolts should be tightened evenly and
only enough to stop the leak, over tightening the rubber lined flanges will damage the rubber lining inside where the pipe and flange meet and tear the rubber on the flange. All the precautions and directions above must be followed.
RUBBER LINED FLANGES
On flange faces for pipe man ways and/or outlets we recommend the following:
30 to 70 Shore A Durometer Linings
For linings with a Shore A Durometer of 35 to 49 it is recommended to use a full-face fiber gasket. For 50-70 Durometer linings use the lining material itself on the flanges, no additional gasketing is required. For linings of 71 and above it is recommended to use a 60 Durometer EPDM or Neoprene gasket.
Semi-Hard or Hard Rubber Linings
Semi-hard or hard rubber linings have a tie gum and are not recommended for flange faces. It is best to purchase and use semi-hard or hard ebonite lining material without tie gum on flange faces. The hard rubber is non-compressible, and when torqued, it retains its strength. Linings of the hard rubber variety, with tie gum, squeeze out when over torqued, and the hard rubber cracks on the inside radius.
Assembly Recommendation
1.) Assemble using 15-20 foot pounds of torque. Use a star pattern to tighten, and it is
best to recheck the torque after 4 to 6 hours to ensure that there is a uniform positive
pressure on the assembly.
2.) In all cases for pipe assembly a 1/8″ rubber gasket to provide a seal is recommended,
and is also advantageous to protect the original lining on the flange face if the
connection is dismantled. Generally Neoprene, Butyl, or EPDM makes a good gasket material. However, the gasket material should be selected based on the service conditions. The gasket
Durometer should be in the 60 Shore A Durometer range. Technically a new gasket should be used after disassembly because the gasket takes a compression set and it is virtually impossible to replace it in the same position.
3.) To provide gasket release, we recommend a release agent be sprayed or painted on
the pipe of flange joints. They are various commercial agents on the market. One we
find to function well is Never Seez.
Any questions on bolting flanges please contact me RubberSource @ 519-830-0546.

Buck Meadows / Rubber Technologist
Technical Sales Manager
RubberSource